Προκλήσεις στην Επεξεργασία Σκληρών-Εύθραυστων Υλικών: Στρατηγικές για τη Διατήρηση της Αντοχής σε Θραύση σε Εργαλεία PCD
Στο τοπίο της κατασκευής υψηλής ακρίβειας, Πολυκρυσταλλικό Διαμάντι (PCD) αποτελεί το χρυσό πρότυπο για την κατεργασία μη σιδηρούχων μετάλλων, σύνθετων υλικών και κεραμικών. Ωστόσο, η ίδια ιδιότητα που καθιστά το PCD επιθυμητό – η ακραία σκληρότητά του – παρουσιάζει ένα σημαντικό παράδοξο κατά τη διαδικασία κατασκευής εργαλείων: είναι εξαιρετικά εύθραυστο και επιρρεπές σε θερμική υποβάθμιση.
Για τους διευθυντές παραγωγής και τους μηχανικούς CNC, η διατήρηση της αντοχής σε θραύση της ακμής του PCD κατά την λείανση είναι η διαφορά μεταξύ ενός εργαλείου υψηλής απόδοσης και μιας πρόωρης αστοχίας.
1. Η Μηχανική της Αστοχίας της Ακμής: Θραύση έναντι Θερμικής Μαλάκυνσης
Για να εφαρμοστεί μια αποτελεσματική στρατηγική διατήρησης, πρέπει πρώτα να κατανοηθούν οι δύο κύριοι τρόποι αστοχίας κατά τη λείανση PCD:
Εύθραυστη Θραύση και Μικρο-Τσιπς
Το PCD είναι μια συνθετική μάζα κρυστάλλων διαμαντιού συνδεδεμένων με μεταλλικό καταλύτη (συνήθως Κοβάλτιο). Κατά τη λείανση, εάν η μηχανική πρόσκρουση του κόκκου διαμαντιού στον τροχό λείανσης υπερβεί την αντοχή πρόσφυσης των ορίων κόκκων του PCD, συμβαίνει διεπαφική θραύση. Αυτό έχει ως αποτέλεσμα το "τσιπάρισμα", όπου η ποιότητα της ακμής υπερβαίνει το απαιτούμενο όριο Ra 0.4μm.
Θερμική Βλάβη και Μετασχηματισμός Φάσης
Το διαμάντι είναι χημικά ευαίσθητο στη θερμότητα. Όταν η θερμοκρασία της διεπαφής λείανσης υπερβεί τους 700°C, ο συνδετικός παράγοντας κοβαλτίου διαστέλλεται με διαφορετικό ρυθμό από το διαμάντι, οδηγώντας σε εσωτερική τάση. Εάν οι θερμοκρασίες συνεχίσουν να αυξάνονται, το διαμάντι αρχίζει γραφιτοποίηση, επιστρέφοντας σε μια μαλακότερη μορφή άνθρακα. Αυτή η "θερμική μαλάκυνση" καθιστά το εργαλείο άχρηστο σε εφαρμογές υψηλής ταχύτητας φρεζαρίσματος ή τόρνου.
2. Οδηγός Τεχνικής Επιλογής: Το Πλεονέκτημα του Υαλοποιημένου Συνδετικού Υλικού
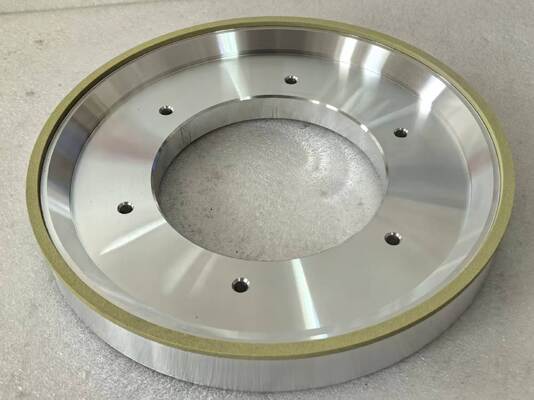
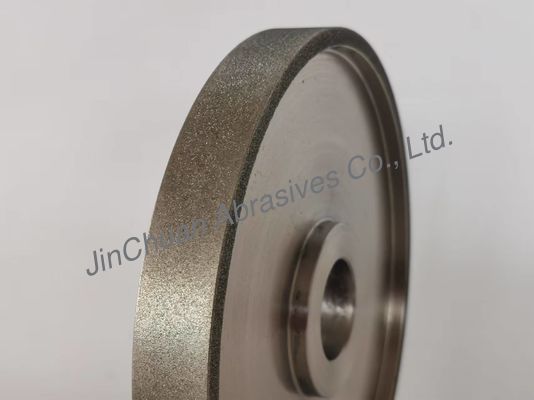
Η πιο αποτελεσματική στρατηγική για την αντιμετώπιση αυτών των προκλήσεων είναι η μετάβαση από τροχούς με συνδετικό ρητίνης σε Τροχούς Διαμαντιού με Υαλοποιημένο Συνδετικό Υλικό. Η επιλογή πρέπει να βασίζεται στις ακόλουθες τεχνικές παραμέτρους:
Άκαμπτη Δομική Υποστήριξη
Σε αντίθεση με τη ρητίνη, η οποία είναι ελαστική και μπορεί να "υποχωρήσει" υπό πίεση, ένα υαλοποιημένο συνδετικό υλικό προσφέρει υψηλό Μέτρο Ελαστικότητας. Αυτή η ακαμψία διασφαλίζει ότι ο τροχός διατηρεί ένα σταθερό γεωμετρικό προφίλ. Για εργαλεία που απαιτούν ανοχή προφίλ ±0.005mm, η σταθερότητα ενός υαλοποιημένου συνδετικού υλικού αποτρέπει το φαινόμενο "αναπήδησης" που συχνά οδηγεί σε θραύσεις ακμής σε εύθραυστες ποιότητες PCD.
Μηχανική Πορώδες για Διαχείριση Θερμότητας
Μια κρίσιμη παράμετρος στην υαλοποιημένη τεχνολογία είναι το ελεγχόμενο πορώδες. Αυτά τα μικροσκοπικά κενά λειτουργούν ως:
-
Κανάλια Ψυκτικού: Κατευθύνουν το υγρό στην καρδιά του τόξου λείανσης.
-
Θάλαμοι Τσιπς: Επιτρέπουν στα απομακρυσμένα σωματίδια PCD να διαφύγουν χωρίς να φράξουν την επιφάνεια του τροχού. Αυτό διασφαλίζει ότι η ζώνη λείανσης παραμένει εντός ενός ασφαλούς παραθύρου λειτουργίας από 150°C έως 250°C, πολύ κάτω από το όριο για θερμική βλάβη.
3. Βελτιστοποίηση Παραμέτρων Λείανσης για Πρόληψη Θραύσης
Η επιλογή του εργαλείου είναι μόνο η μισή μάχη. οι παράμετροι εφαρμογής πρέπει να συγχρονιστούν για να διατηρηθεί η ακεραιότητα του υλικού.
Μέγεθος Κόκκου και Συγκέντρωση
-
Τραχιά Λείανση (D46 - D76): Εστιάστε στην αφαίρεση όγκου, ελαχιστοποιώντας τον χρόνο επαφής για τη μείωση της συσσωρευμένης θερμότητας.
-
Λεπτή Λείανση (W10 - W3.5): Χρησιμοποιήστε λεπτή σκόνη διαμαντιού για να επιτύχετε ένα "γυαλιστικό" αποτέλεσμα. Στο στάδιο της υπερ-λείανσης, ο στόχος είναι να διατηρηθεί το τσιπάρισμα της ακμής κάτω από 5μm.
Περιφερειακή Ταχύτητα Τροχού (Vp)
Για τις περισσότερες εργασίες λείανσης PCD, συνιστάται ταχύτητα 18 - 25 m/s.
-
Πολύ Υψηλή: Αυξάνει την τριβή και τον θερμικό κίνδυνο.
-
Πολύ Χαμηλή: Αυξάνει το "φορτίο τσιπς" ανά κόκκο διαμαντιού στον τροχό, το οποίο μπορεί να "ξεριζώσει" τους κρυστάλλους διαμαντιού από τη μήτρα PCD αντί να τους κόψει, οδηγώντας σε θραύσεις.
4. Συμπέρασμα: Μια Προσέγγιση Βασισμένη σε Δεδομένα για τη Μακροζωία των Εργαλείων
Η διατήρηση της αντοχής σε θραύση των εργαλείων PCD απαιτεί μια απομάκρυνση από τη "δοκιμή και σφάλμα" και μια μετάβαση σε μια διαδικασία καθοδηγούμενη από παραμέτρους. Επιλέγοντας έναν Κυλινδρικό Τροχό Διαμαντιού με Υαλοποιημένο Συνδετικό Υλικό με επίπεδο πορώδους προσαρμοσμένο στην πίεση του ψυκτικού σας και τηρώντας αυστηρά πρωτόκολλα ταχύτητας και τροφοδοσίας, διασφαλίζετε ότι το PCD διατηρεί την αρχική του πυροσυσσωρευμένη αντοχή.
Για το σύγχρονο μηχανουργείο, αυτή η συνέπεια μεταφράζεται σε μεγαλύτερη διάρκεια ζωής του εργαλείου μεταξύ επαναακονισμάτων και σημαντική μείωση του ποσοστού απορρίψεων ακριβών κενών PCD.

 Το μήνυμά σας πρέπει να αποτελείται από 20-3.000 χαρακτήρες!
Το μήνυμά σας πρέπει να αποτελείται από 20-3.000 χαρακτήρες!